
Talk about the role of sealant in steel drum
The People's Liberation Army Sanliuyi Plant No.2 Liu Guoliang
I. Preface
Closed steel drums are mainly used to hold liquids such as petroleum and chemical products. Its good sealing is one of the important characteristics of the steel drum.
In order to achieve a good seal, the steel drum production plant tackles and researches from the three aspects of the sealer, weld seam, crimping, etc., which has significantly improved the quality of steel drums in China.
We know that besides the influence of the process and equipment on the quality of the steel drums, the crimping process is a key process that directly determines the quality of the drums. The quality of the process will directly affect the tightness of the steel drum. The gluing process is one of the main factors that affect the tightness of the drum.
The advantages and disadvantages of the sealing performance at the crimping edge, in addition to the reasonable size of the equipment, rollers and parts, depend on the performance of the sealant used and the quality of the coating. Because the coating quality of the crimping is not good or the glue is not applied, sometimes the steel drum does not leak, but it will greatly reduce its impact resistance. Since the gluing process is so important in the drum crimping, I would like to discuss with colleagues in the barrel industry how to improve the reliability of drum seals.
Second, the curling center apron formation process
The crimping is to transfer the barrel body, the bottom of the barrel, and the top of the barrel that have been turned over to the hemming plate at the delivery mechanism. After clamping and positioning, the follower plate rotates at high speed, and after two or three rollers (roll forming wheels), the barrel body and the barrel top are finally rolled together to form a double or triple curl. A sealant is filled between the curled layers and layers to provide a reinforced bead seal.
Coating methods: hand brushing and automatic spraying. Commonly used manual brushing method. It is to fully dissolve the glue solution by heating with water (some glue types may not be heated), and apply the glue to the brim of the barrel top with a brush, as shown in FIG. 1 . After the film to be painted is dried and cured, it is assembled and produced.
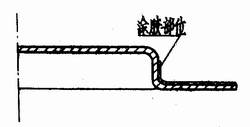
Fig.1 Schematic diagram of top and bottom glue
During the crimping process, according to analysis of the dynamic process of crimping, it can be seen that the glued barrel top AB section and the barrel body CD section have an overlapping area, as shown in FIG. 2 .
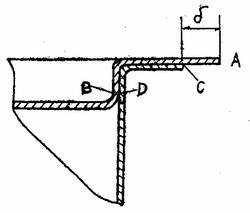
Figure 2 Schematic diagram of barrel top and barrel body
According to the arc curling principle, under the effect of the first hemming wheel, the top edge of the drum is curled at an angle of 270°. This process is usually called pre-rolling. After pre-rolling the first roller, an opening EF is reserved, as shown in FIG. 3 .
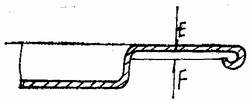
Figure 3 barrel top pre-rolling
It is precisely because of this opening that the CD section of the barrel is under the action of the second hemming wheel and smoothly enters the opening EF, becoming the primary state of the hemming. As the second round continues to decline, because of the difference in curvature radius between the barrel and the top of the barrel, after the 180° hemming process is completed in the second round, the C point of the barrel forms a bite with the top of the barrel. Since the outer diameter of the barrel flange portion and the outer diameter of the barrel top hat edge deviate by the amount δ, the CD section is the overlapping area of ​​the flange portion and the AB section. When the barrel body and the barrel top just begin to rotate after the hemming machine feeds at the two ends, the slip distance in the radial direction is very small, but there is only a little tangential relative slip at the beginning of a moment. We usually say that there is a small diameter adhesive tape (rubber ring) in the center of the curling, that is, during the radial sliding movement of the barrel point C along the top edge of the barrel, due to the material thickness factor, it is like a scraper and the bucket will be The glue along the top edge 8 is scraped together. Under the action of the closed loop of the curling edge, an apron having a small annular diameter is finally formed at the center of the curl. The formation process is as shown in Figure 4.
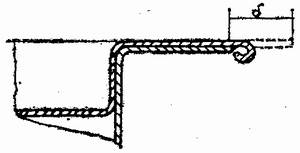
Figure 4 Schematic diagram of forming the tape at the center of the curl
Whether the apron position of the crimping center is correct or not, the size of the diameter is the main basis for checking the quality of the crimping. If the center of the bead is tight and there is no apron, the tightness of the bead cannot be guaranteed. From some reference books and data and the actual production results, there is some confusion about the location and size of the center apron. Some think that the central apron position is as shown in Figure 5a.
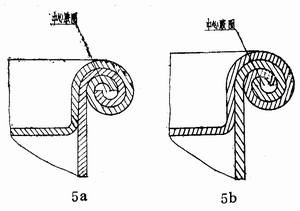
Figure 5 Incorrect center apron position
In view of this point of view, the center of the apron is between the two bite openings. This is inconsistent with the above analysis of the formation of the apron, and the disadvantage of crimping the loose outer tight, curling impact resistance is poor, a drop that is leaking.
There is also a view that the rubber ring is in the position shown in Fig. 5b. Obviously it is not correct. Although there are six layers of curling layers, the barrel body is rolled over and does not form a bite with the top of the barrel. At this point, the role of the first hemming wheel was completely lost. This kind of crimping can't bear the impact load even more. Not listed here.
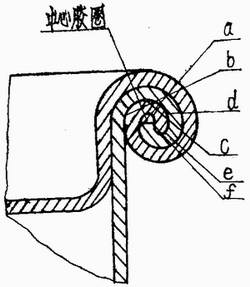
Figure 6 Correct location of the center apron
Since the quality of the drum crimp is so important to its tightness, what should be the correct position of the bead center apron? The correct position of the crimp center apron is shown in Figure 6. This kind of curling is a seven-layer round curl with three overlapping areas. Its sealed channel is longer than double crimping. In addition, the seal is filled with a sealant, and the diameter of the apron in the curl is Φ1.5mm or less (the size of the diameter is determined by the thickness of the steel plate). It is a major "baffle" preventing the leakage of steel drums after impact. The glue applied to the brim area fills in tiny gaps and acts as a glue reinforcement hemming. In this tiny gap, the thickness of the film that can be filled is very thin, typically in micrometers. The barrel is deformed by bumping, and the amount of elastic deformation of the film is difficult to compensate the amount of deformation of the curl, resulting in a gap. Similarly, the film thickness that can be filled between the crimp layer and the layer is also limited. When the deformation occurs, gaps are easily generated between the layers. Therefore, the sealing passages between the roll layers and between the mating surfaces are easily damaged, resulting in the liquid passing through the apron at the center of the curling. We can see from the structure of Figure 6 that the central apron is the last line of defense for the liquid to leak outward. Once this line of defense collapses, the bucket must leak. However, this line of defense is generally not easy to "break through." Because the diameter of the apron in the center is less than Φ1.5mm, and the film thickness ratio at the curling edge and the mating surface is much larger, the amount of deformation that can be compensated is also larger, but there is also a certain limit. Practice has proved that as long as the curling shape is correct, the volume is tight, and the sealant is properly applied, it can fully guarantee the reliability of the steel drum seal.
Fourth, to improve the reliability of sealing measures
We can also use the method of extending the length of the sealed channel to improve the sealability. In the structure shown in FIG. 6, the abcdef section is a filmless section. This area forms a part of the curl for the non-rubbing surface of the barrel body and the lid. If you can think of ways to make the abcdef section curled with plastic film, you can also improve its sealing performance. Practice has proved to have a certain effect. It is known from the formation process of the hemming (as shown in Figs. 7 and 8) that the KL section is in contact with the roller and is subjected to certain friction. This section of the IJ section, which is not allowed to be glue-coated, has a multi-barrel body and can be coated with rubber. , And the glue applied with the curling process, continue to flow to the central area, is conducive to the formation of high density aprons. Of course, this method requires more manpower in production, but it is still good.
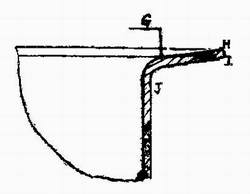
Figure 7 barrel flange diagram
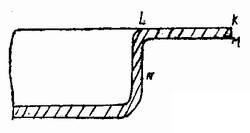
Figure 8 top and bottom of the barrel
Fifth, the relationship between curling and coating quality
Sealant is an indispensable filler to ensure curl quality, but it also depends on the quality of the crimp. The sealant can play an important role only if the layer is compacted. Otherwise, it is difficult to guarantee the sealability of the steel drum by the effect of the glue alone.
Glue is so important to the quality of crimping. Is the more glue coated, the thicker the better? My answer is of course negative. First, the price of sealant is high, causing more waste and increasing costs. Second, it is easy to cause excess glue to squeeze into the barrel and cause dirt in the barrel. Thirdly, the size of the grooved roller is certain. If too much glue is applied, it will inevitably lead to a high temperature of the coil, swelling of the glue, and finally to the tongue of the coil, or damage to the roller. Therefore, it is not a good method to increase the amount of glue applied.
Six, sealant adaptability to the contents
Will the glue that fills the crevices of the bead cause contamination of the contents? There are many opinions about this issue. However, the author believes that as long as the amount of glue coating is appropriate and there is no accumulation, the adhesion between the film and the steel plate is good. Although some of the layers of the roll will contact the contents, it will not cause contamination of the contents. Because the gap at the crimping edge is so small, there will be a certain reaction between the contents and the glue in the narrow channel, but different from the soaking of the film in a liquid. Because the gap is small, after a certain area of ​​reaction, a new equilibrium state of concentration is established. The solution in this equilibrium state will not be surrounded by all the contents, destroying the concentration balance, and the reaction will continue to occur, but will be in a relatively stable state. Because the contact is limited to narrow channels, the number of molecules that can participate in the reaction is limited, making this layer of liquid a “barrier†to the reaction of the contents with the filling gel in the layer. Because in the general chemical reaction, after A+B=C+D is stabilized, C and D produced by the reaction between A and B are no longer reacted with A and B. Therefore, it is the use of this nature that makes the contents free from contamination. We do not have to worry about the problem of contamination of the contents with proper amount of glue. This problem also applies to the adaptability of the glue to the contents.
By the way, the requirements for the steel drum sealant are as follows: high solids content and proper viscosity (in order to facilitate manual brushing). Many adhesions are more flexible and have more weather resistance. As a standard for our selection of sealants.
Ningbo XISXI E-commerce Co., Ltd , https://www.petspetskitty.com