
Cutting and calculation of circular blank layout plate (1)
Li Guixiang
I. Introduction
The cutting method and corresponding size calculation of the circular blank layout plate are reasonable and reasonable, not only the main content of measuring the pros and cons of the layout technology, but also an important measure to realize the layout scheme. A reasonable layout design scheme not only requires high layout utilization, but also the cutting and blanking processability of the layout board.
The so-called cutting method of the circular blank layout plate refers to the method and process of performing the necessary shear cutting and cutting on the circular blank layout plate on the shearing machine. The purpose of the slitting is to facilitate the blanking and forming of the round blank. The so-called slitting size refers to all the dimensions directly related to the slitting position on the layout design drawing based on the vertical and horizontal edges of the specification sheet. Only when these basic slitting dimensions are reasonably obtained; it is possible to try to make a reasonable slitting and cutting of the layout on the shearing machine, so that the slitting panel can meet the design requirements and technical requirements of the layout. .
Second, the method of cutting and the corresponding size calculation
When considering the cutting method of the circular blank and the corresponding cutting size calculation problem? It is important to note that the layout design and the slitting design of the layout board are two completely different basic concepts. The material utilization rate of the layout board is the main indicator to measure the rationality and advancement of the layout design. The cutting method and corresponding size of the layout board, whether the calculation is reasonable or not, is the measurement of the excellent layout technology. Inferior important content. Generally speaking, the design of the circular blank layout drawing includes the main contents of the above two aspects; in order to clarify the two basic concepts of the calculation design of the layout and the calculation design of the cutting size and the process design, there are two basic concepts. It is necessary to give two examples to illustrate.
Example 1: A metal container factory uses a 2000×1005×0.5mm galvanized specification plate to produce a steel drum with an inner diameter of φ310mm and an inner height of: H380mm for a chemical product factory. The known conditions for the layout are: the diameter of the barrel cover is 284 mm; the diameter of the top of the barrel is 353 mm; the size of the barrel is 990 × 4000 × 0.5 mm. As a result of recent ordering experience, it is not a one-time mass production, but a batch production of different quantities depending on the amount of each quarter or month. In order to save the sheet material as much as possible, it is planned to use a matching layout method for a certain batch production. Try to design a reasonable matching plan diagram as the basis for guiding production.
Solution: In this case, according to the routine layout analysis, the first method of layout is to use a known board to arrange 21 small covers; 15 tops (bottoms) can be arranged; 5 sheets can be discharged from the barrel. When these separate layouts are combined to form a combined layout scheme, the essence of the layout scheme is: 105/40 sheets = 2.625/sheet. That is to use 40 given known boards as a minimum feasible nesting unit, which can produce 105 steel drums that meet the specified size requirements, which is equivalent to the production of steel drums with a size requirement of 2.625 for each given board. only. The layout utilization rate is relatively high, but it is not the best reasonable layout scheme. Based on knowledge and experience, it is more reasonable to try to implement a reasonable matching plan.
When implementing a reasonable matching scheme, it is still the same to use five sheets of barrels to unfold the board, because no waste and less waste are arranged in the direction of the board length and the width of the board, and the layout utilization rate is achieved. Already very high. When it is required to improve the layout utilization rate of the specification board, the key is how to make the barrel cover and the top of the barrel (bottom) be matched with the layout production on the same specification board, thereby achieving the purpose of improving the layout of the specification board.
When using the specific layout, the number of pieces of the barrel cover and the top (bottom) of the barrel and the width of the barrel must be determined as follows. Therefore, it can be set that the number of the lids which can be arranged in the direction of the length of the board or the width of the board is x, and the number of the tops of the barrels (the bottom) is y, according to the meaning of the two sets of different constraints:
284x+353y≤2000
X≥0, y≥0
x+y=[(284+353)×2000]/[2×284×353]=6 only (take integer)
The value of the solution is verified to be X=2, and Y=4 is the optimal choice. That is, the best match in the length direction of the board is 2 covers and 4 tops (bottom).
284x+353y≤1005
X≥0, y≥0
x+y=[(284+353)×1005]/[2×284×353]=3 only (take integer)
The value of the solution is verified by X=1, and Y=2 is the optimal choice. That is, the best fit in the width direction of the board is 1 cover 2 top (bottom).
When the matching layout and the best matching layout scheme are simultaneously implemented in the board length and the board width direction, the matching layout scheme which can be implemented as shown in FIG. 1a, FIG. 1b, FIG. 1c, and FIG. 1d can be respectively obtained. These schemes are the inevitable result of the combination of misalignment and matching. Any one of the matching plan and Figure 1e can form a specific implementation plan, and the layout utilization is equal. From the easy-to-cut cutting and easy-to-cut blanking process analysis, only the matching plan of Figure 1c or Figure 1d is more reasonable. From the aspects of processability such as layout, slitting, blanking, and forming, both lc and ld can be considered as a completely equivalent layout scheme. There are at least four different manifestations of this scheme, but the essence is equivalent.
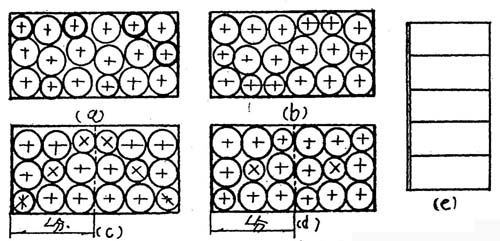
Figure 1 with the layout combination implementation
The essence of the matching layout scheme combined with Fig. 1d and Fig. 1e is: 30/11 sheets = 2.72727 pieces/sheet. That is to use 11 given known plates as a minimum feasible displacement unit; can produce 30 steel drums according to the specified size requirements, which is equivalent to the production of steel drums with different size requirements for each given plate 2.72727 only. If the price is 40 yuan per barrel, then each set of known board is equivalent to more profitable than the separate layout combination scheme: (272727-2.625) Only / Zhang × 40 yuan = 4.09 yuan. The annual total can be more than 100,000 yuan, which is a considerable number. That is to say, all solutions that can cover 4 tops (bottoms) in the length direction of the board and 1 top (bottom) in the width direction of the board are all implementable, and are relative to the number of racking pieces. A fully equivalent layout scheme. As shown in Figure 1b, Figure 1c, Figure 1d. However, when considering the cutting processability, it is necessary to implement the matching layout scheme as shown in Fig. 1c and Fig. 1d, and the slitting processability of the layout plate is the optimal choice. All the blanks on the matching plate can be separated in two separate steps. That is, the well-designed matching layout scheme is shown in Fig. 1c or Fig. 1d, and it is more feasible to use it as a basis for guiding production.
From the analysis of the above example, it is known that in the design of the layout drawing plan, the number of pieces should be designed in a reasonable layout, supplemented by the reasonable cutting of the layout plate. In this case, it is only necessary to make an appropriate adjustment or the necessary simple calculation by the equivalent number of pieces of the layout: L score = 284 + 2 × 353 + lO = lOOOOmm. A reasonable slitting scheme can be determined. That is to say, a reasonable slitting design is determined based on a reasonable layout number arrangement design. Therefore, in the specific study of the actual layout, only after focusing on the reasonable layout of the number of layouts, the reasonable division of the layout plate may be completely solved.
However, in the specific determination of the cutting method of a certain layout plate and the corresponding size calculation, it is necessary to combine the size of the specification plate and the diameter of the layout, the basic layout method and the calculation of the number of pieces, and so on. It is easy to get a reasonable layout and cutting plan. Due to space limitations, it is impossible and unnecessary to involve many aspects of the layout technique and the slitting process. Only the basic research on the corresponding cutting method of the basic layout method can solve all the circular blanks. The cutting and calculation of the piece layout.
(1) The cutting calculation of the positive layout plan
The cutting method of the positive row layout plate is the simplest one of the cutting methods of all the circular blank layout plates, and only needs to adjust the distance between the tailgate and the lower cutting edge of the shearing machine to be equal to the layout. The diameter d, or a fixed number of a certain multiple of the diameter diameter of the layout. On the shearing machine, any of the positive-displacement layout plates of different diameters can be cut and cut sequentially. Therefore, when calculating the slitting dimensions of the positive layout template, the following two cases should be considered as usual:
1. When the diameter of the layout is large, in order to facilitate the operation during the punching, it is generally common to divide the layout plate into a single row. Relative to the plate orientation, there are only two cases of slitting and crosscutting. The slitting width at the time of slitting is B1, B2, ..., Bn and the slitting width at the time of crosscutting are L1, L2, ..., Ln are completely equal, and are equal to the row diameter d. That is, the slit size width can be calculated as follows:
L1=B1=L2=B2=...=Ln=Bn=d
Wherein, L1, B1, L2, B2, ... Ln, Bn - respectively indicate the length of the slitting dimension corresponding to the length of the plate or the width of the plate, in units of mm;
D—— indicates the diameter of the layout, the unit is mm.
2. When the diameter of the layout is small, under the whole problem of convenient punching operation, the cutting board is often cut or two or more rows of multi-row cutting boards, directly into the upper and lower molds for stamping and forming. . However, as far as the orientation of the board is concerned, there are only two basic cases of vertical and horizontal slitting. The slit widths at the time of slitting are B1, B2, ... Bn and the slit widths at the time of crosscut are L1, L2, ... Ln are completely equal. And it is equal to a certain multiple of the diameter of the layout. That is, the slit size width can be calculated as follows:
L1=B1=L2=B2=...=Ln=Bn=nd
Where n is an integer that is greater than 1; the other letters have the same meaning
From the above analysis, L1 = B1 = L2 = B2 = ... Ln = Bn = nd is regarded as the calculation formula of the slit size of the positive row layout plate. When N is equal to 1, it indicates the calculation when it is applied to the slitting single-row slitting board; when N is an integer greater than 1, it indicates that it is suitable for the calculation when cutting the multi-row slitting board.
(2) The cutting calculation of the double equidistant misalignment plan layout plate
When determining the cutting method and size calculation of the double equidistant staggered layout board, the double equidistant staggering scheme can be regarded as being along a certain corner of the layout board, and the length of the board or the width of the board is 45. The angle of the ray is facing a special positive arrangement of the layout, usually referred to as the oblique alignment scheme. Therefore, the knowledge and experience of the slitting method and the size calculation of the positive row scheme can be utilized, so that the slitting method and the size calculation problem of the double equidistant staggered scheme are similarly solved.
More specifically, there is a similarity between the positive row method and the double equidistant stagger method. Therefore, the cutting method of the positive row layout plate and the double equidistant misalignment plan layout plate seems to be the same. The basic method is to adjust the distance between the rear plate and the lower edge of the shearing machine to be equal to the layout diameter D ( Or the number of Nd), cut and cut on the shearing machine. The slightly different is: the first knife in the positive row layout is basically the same as the knife cutting in the subsequent cutting, and does not require more complicated rhythm cutting size calculation; double equidistant error When the cutting plan is cut, the cutting method of the first knife and the subsequent cutting is completely different. Whether it is a one-time adjustment and positioning shearing method, or a stepwise adjustment of the positioning and cutting method, when cutting the first knife, the necessary cutting size calculation must be performed to obtain the required score. The cutting is based on the size and the shear of the first knife is managed. The subsequent cutting of each knife has almost nothing to do with the slitting size at the time of the first cutting. However, the calculation method and principle of the two different first knife slitting dimensions are basically the same. The positioning dimension of any first knife to be slit, that is, the slitting dimension can be regarded as a certain coefficient and the diameter of the layout d. product. This point will become the focus of the research on the cutting size of the double equidistant staggered layout board. The calculation of the cutting size of the first knife will be discussed in detail below.
When discussing the calculation of the double-equivalent staggered layout, the cutting size calculation must take a special feature, that is, all the cutting size calculation purposes are for the convenience of the first knife. However, due to the size of the specification plate and the layout diameter, the position of the first knife to be slit is not fixed on the specification plate. One method is to adjust the distance between the rear baffle of the shearing machine and the lower cutting edge to the required number in the first knife cutting method, and cut each of the cutting plates in turn in order. This method is suitable for applications where the specification plate is relatively small. Another method is to set the position of the first knife slitting to the middle of the slit line where the length of the slit line is the largest. This method can firstly separate one or a batch of the sorting plates that need to be cut. Cut the two blanks that are symmetrical or approximately symmetrical on the shearing machine, and then adjust the distance between the tailgate and the lower cutting edge of the shearing machine to the required number, so that the uppermost cutting board is the most The long side is in contact with the rear baffle on the shearing machine, and the cutting plate is cut and cut in a new order. This method adds an adjustment process at the time of slitting, in order to cut the positioning reference with a longer beveled edge, so that the cutting precision obtained is relatively high. This slitting method is used when the specification plate is relatively large and the layout diameter is small. Although the two commonly used first knife slitting methods use different number of slitting processes. However, the calculation methods and principles of the slitting dimensions are the same, and they can be studied differently by the same method.
The calculation scheme and principle of the slitting size of the double equidistant staggered layout board are shown in Fig. 2. It is based on the fact that the two lines intersect one point and two points can determine a unique cutting position line to establish the necessary calculation formula. According to the difference of the cutting process of the layout plate according to one or two processes, the calculation of the slitting size can be studied according to the following three conditions:
1, the calculation of the slitting size of the sequential slitting method
When the size of the layout plate is relatively small, and it is easy to cut the method when the plate is cut by a process on the shearing machine, whether it is cutting a single row or cutting multiple rows, it is necessary to find Score the pre-cutting dimensions Le and Be before cutting the first knife. It is known from Fig. 2 that Le and Be are equal and can be calculated as follows:
Le=Be=[(2-√2)/2]×d/2=0.14645d
In the formula, Le, Be—represents the pre-cut size of the board length and the board width direction, respectively, in mm.
D—— indicates the diameter of the layout, the unit is mm.
After obtaining the pre-cutting dimensions Le and Be, as long as the cutting line is formed along the line of the pre-cutting dimension and the intersection of the long and wide sides of the board, it can be divided by the rear panel. Cut the first knife, the second knife, ... and cut the last knife and cut the cutting plate.
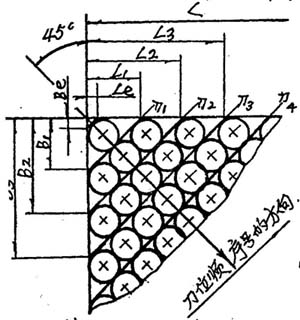
Figure 2 Schematic diagram of single row slitting size calculation
(To be continued)
private label skincare set ,30 years experience guangzhou cosmetics factory supply ,OEM/ODM service is welcomed .
Guangzhou Athena Cosmetics Manufacturing Co.,Ltd is a subsidiary of YALAN international group which is located in Guangzhou,china.it is the production center of YALAN international group branding products,specialized in the development and production if cosmetics.ATHENA is qualified for import and export.
controls the quality in full accordance with GMP, ISO9001 quality system good manufacturing practice for cosmetics and key points of cosmetic production licence inspection.
Skin Care Set,Skincare Gift Set,Skincare Kit,vegan private lable skincare set
Athena(Guangzhou) Cosmetics Manufacturer Co., Ltd , https://www.ydgzathenaskincare.com