
Steel drum paint hand-painted and hand-painted
Shanghai Xugong Coating Technology Co., Ltd. Xu Guoxing
There are many coating methods for coatings; brush coating, wiping, dip coating, knife coating, spray coating, roll coating, fluidized bed, electrophoretic coating, curtain coating, air spraying Method, high pressure airless spraying method, electrostatic spraying method, and the like. Different coating methods have different characteristics and are suitable for different workpiece shapes, different coating requirements and different coatings.
At present, the coating of the domestic and international barrel industry is moving towards continuous, automated and closed development. Most of the larger barrel factories in China also use a fully enclosed automatic high pressure airless spray and baking line. However, most small and medium-sized barrel factories in China still adopt various manual coating methods. It is the barrel factory that has adopted the fully enclosed assembly line. For the small number of special steel barrels required by customers, it is still necessary to adopt the artificial coating method. Therefore, manual painting is indispensable for the steel barrel industry.
The manual coating methods commonly used in domestic steel drums include brush coating, air spraying, high pressure airless spraying, and the like. The following describes each of these methods separately.
First, brushing method
This is the simplest method of painting. Except for quick-drying coatings (such as lacquer, vinyl chloride, etc.), almost all dry coatings can be painted with a paint brush. It has strong applicability, no equipment, easy operation, easy to master, strong flexibility and less waste of paint. When the steel drum coating is hand-painted, the coating is more likely to penetrate into the micropores on the surface of the steel drum material, thereby increasing the adhesion of the coating to the steel drum. However, manual painting has high labor intensity, poor working conditions, low efficiency, and coatings are prone to uneven thickness, sag and brush marks.
2, brushing tools
The brushing tool is of course a paint brush. However, there are many kinds of paint brushes, which can be divided into three types according to the shape: flat shape, round shape and neck. According to the production materials, it can be divided into hard brush and soft brush. Hard brush is usually made of bristle and horsehair, soft brush is commonly used in wolf, mountain wool, fox fur, mane and deer hair.
The market often sells flat brushes, round brushes, plate brushes, æª neck brushes, pot round brushes, large paint brushes, water-based flat brushes, shading pens, and pens.

Figure 1 Various paint brushes
In the picture: 1-flat brush: 2-round brush; 3-æª neck brush: 4-pot round brush; 5--paint brush: 6-water paint brush; 7-shading plain brush: 8-row pen
The paint brush of steel drum paint is best to use flat brush and row pen, and generally should be thick, wool, hard and soft, and the longer the hair, the thicker and more durable, the brush is straight, homogeneous, dense and rich. Flexibility, the quality of construction is good.
3, flat brush and pen specifications
Flat paint brush specifications can be divided into 0.5 inch (12mm), 1 inch (25mm), 1.5 inch (38mm), 4 inch (100mm), etc.: the pen can be divided into 4-8 tube pen, 8-20 tube row Pen and so on. Generally speaking, the top of the steel drum bottom and the cover and the small opening around the lid should be painted with a paint brush of about 1.5 inches. The other parts of the bottom cover and the barrel part can be painted with 3-4 inches. Painting; when the paint in the steel drum needs to be painted separately, the bottom, the cover and the barrel body can be painted by two 3 inch paint brushes or 20 tube pens which are nailed together.
4. Handling and storage of paint brushes
When the new paint brush is used, the bristles are easy to fall off. Therefore, before use, the bristles of the paint brush should be sanded back and forth on the No. 1 sand cloth to smooth the bristles and make the bristles soft. Then, the bristles of the paint brush are soaked in warm water, then washed with soapy water and dried. The new pen is also moistened with warm water and then washed with soapy water. Take a small amount of paint and brush it back and forth on the clean waste surface several times before painting, so that it can be used for its floating hair and broken hair.
Brush the paint brush, if it is used within the next day or a few days, the paint in the paint brush should be extruded as much as possible. The paint brush should be vertically suspended in the container containing the solvent according to the color of the paint. The solvent should be immersed in the bristles of the paint brush and the bristles should not touch the smash of the container to avoid deformation of the bristles.
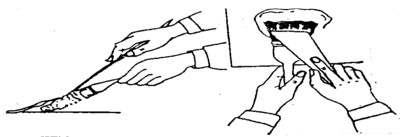
Figure 2 Paint in the extrusion paint brush
Figure 3 paint brush preservation
If the paint brush is not used for a long time after the paint is applied, the paint in the paint brush should be washed with a solvent, then washed with soapy water, and then vertically suspended in a container containing semi-dry oil. Similarly, the oil should be immersed in the bristles of the paint brush, and the brushing must not touch the bottom of the container.
The hardened paint brush can be immersed in a mixed solvent of carbon tetrachloride and xylene to gradually soften the hair, then wash with a solvent, then wash it with soapy water and store it as described above.
5, painting method
The quality of the steel drum coating is good or bad. It depends mainly on the operator's coating knowledge and practical experience. Before painting, the paint should be evenly mixed and adjusted to the appropriate viscosity according to the type of paint (the blending paint is usually coated for 4 cups and 3040 seconds). When using a brush to draw the paint, the part of the brush that is immersed in the paint should not exceed half of the length of the coat. After the paint with the paint is lifted, it should be gently wiped at the mouth of the paint to remove excess paint. When painting, it should be easy to follow the first, then the first, the second, the second, the first, the second, the first, the first, the first, the first, the first, the first, the first, the first, the first, the first, the first, the first, the first, the first, the latter After the entire steel drum is painted, there should be a procedure called “library oil†in the coating industry, that is, the paint on the paint brush is scraped on the paint bucket mouth, and then the tip of the paint brush is gently applied on the surface of the paint. Caring, combing direction is best with the front? The direction of the brush is vertical: at the same time, the sag at the edges of the upper and lower head circles is removed.
Second, air spraying method
Air spraying is a coating method in which the paint is taken out from the storage tank by the negative pressure generated by the compressed air in the air chamber of the spray gun, and is uniformly dispersed and deposited on the object surface by atomization by the nozzle.
1. Characteristics of air spraying method
The air spray method has high production efficiency, strong adaptability and wide application range, and the formed coating film is uniform and smooth, and the quality is good, especially for the quick-drying volatile paint, the ideal coating quality can be obtained. However, this method wastes a large amount of paint, and more paint and solvent are consumed by the diffusion of air, which causes waste of paint and solvent, pollutes the environment, and endangers the health of the operator.
2, air spraying equipment
The air spray system consists of an air compressor, a paint storage container, a spray gun, and the like. Air compressors are common equipment for all barrels and are familiar. It should be noted that on the gas path before entering the spray gun - there must be a gas cylinder and a gas-liquid separator to ensure the air for spraying. The air pressure is stable and dry. The paint storage container is usually provided on the spray gun. If it is a PQ-2 type spray gun, it can also be connected with a hard plastic tube on the suction tube, and then insert the plastic tube into the capped coating. Steel drum, but the length of the plastic pipe should not exceed one meter, and it is better to place the small steel drum with the paint in a slightly higher position, otherwise the suction pressure of the paint will be insufficient.
The spray gun is a tool for directly applying the paint to the surface to be coated in the spraying equipment. There are many types of spray guns. The paint supply method can be three types: suction type, press-in type and self-flow type: nozzle type and nozzle type. Single mouth and flat mouth three. Commonly used in China are PQ-I and PQ-2 suction guns. The main components of both guns are the nozzle and air valve.

Figure 4 PQ-1 spray gun
The PQ-I gun is also called the nozzle gun. It has two nozzles on the nozzle. They are perpendicular to each other, one of which is the paint nozzle and the other is the air nozzle. The paint nozzle is connected to the paint storage tank, and the air nozzle is in communication with the compressed air. The compressed air is controlled by a trigger operated air valve on the spray gun. When the trigger is pulled, the air valve is opened, and the compressed air is ejected from the air nozzle through the paint nozzle at a high speed, so that the suction pipe connected to the paint nozzle generates a negative pressure to the storage tank. The paint is taken out and dispersed and sprayed onto the surface of the object to be coated.
The PQ-I type spray gun is suitable for spraying small areas and color separation interfaces. In our steel drum industry, it is used to spray words or patterns, and it is also used in small batches of multi-color steel drums.

Figure 5 PQ-2 spray gun
The main difference between the PQ-2 gun and the PQ-I is that it has a higher working pressure and has only one nozzle, while the paint straw is mounted on the passage of compressed air. Since the compressed air passes through the air chamber at the passage above the paint suction pipe, and the air pressure is higher, the negative pressure generated is higher. Therefore, the paint flow rate and spray area of ​​the PQ-2 type spray gun are relatively large. The PQ-2 type spray gun is generally used when spraying the surface of steel drums.
The technical characteristics of these two types of spray guns are as follows:
2, spraying method
First, adjust the viscosity of the paint to 20-25 seconds and put it into a storage tank or supply cylinder. Then adjust the air supply pressure at the gas-liquid separator to is-sox 104 Pa according to different paint types. The floor should be kept moist to prevent dust from flying during spraying.
Once everything is ready, you can start spraying. It should be noted that the direction in which the spray gun is sprayed should be perpendicular to the direction of the cut surface of the steel drum. The vertical distance from the spray gun nozzle to the surface of the steel drum should be within the effective distance of the spray gun spray: when spraying, the wrist force and the arm and boom should be uniform. Move: The spray of two shots is usually overlapped by one-third to one-half! More than one-half of them are prone to stagnation, accumulation, wrinkling, orange peel and other ills, while less than one-third produce false and leaky coatings and sand-like coatings.
When the steel drum is sprayed while rotating vertically, it is best to do it after the bottom and the cover have been sprayed. The vertical rotating spray should be sprayed on the upper and lower ends of the head, and then slowly and evenly move the spray gun from top to bottom. The coating film covers the base of the barrel in a threaded shape: when the steel barrel is vertically rotated by hand, since the rotation is impossible to be uniform, it is necessary to spray a vertical bar up and down and then rotate an angle to spray a vertical bar. The coating film is covered with a vertical strip to cover the barrel body, otherwise the film thickness is uneven.
4, painting failure and troubleshooting
Third, high pressure airless spraying method:
High-pressure airless spraying uses compressed air or electric power to drive the high-pressure pump, sucking the paint from the drum and increasing it to high pressure (100-300Kf:/cm), passing the high-pressure hose, the spray gun, and finally the olive-shaped nozzle hole. The pressure energy is converted into velocity energy, and the coating is atomized into particles to spray on the surface of the object to form a uniform coating film.
1. Features of high pressure airless spraying
The high-pressure airless spraying method has high spraying efficiency, the coating film is densely attached, the surface gloss is good, and the coating film quality is excellent. High-viscosity coatings that cannot be sprayed by air spray methods can also achieve good coating quality by high-pressure airless spraying. Moreover, its nozzles can be adapted to suit a wide range of coating types and construction conditions.

Figure 6 Shape of high pressure airless spray equipment
2, spraying tools
The high pressure airless spraying system is mainly composed of a high pressure pump, a high pressure hose, a spray gun, a nozzle and the like.
1) High pressure pump
There are many types of high-pressure airless spraying equipment. The high-pressure airless spraying equipment produced in China has a pressure ratio of 36-64:1 for the high-pressure pump; the inlet pressure is between 39.2 and 58.9×10(4)Pa; the coating pressure is Between 2158 and 3199 × 10 (4) Pa; the maximum output of the paint is 14 liters. The pressure ratio of the high pressure pump of foreign high pressure airless spraying equipment is between 25-70; the inlet pressure is between 39.2-78.5×104 Pa; the coating pressure is between 1471-5179×10(4) Pa: coating The maximum output is 16.2 liters.
2) High pressure hose
The material of the high-pressure hose is made of nylon or polytetrafluoroethylene. The outer layer of the tube is made of stainless steel wire or nylon wire to increase the compressive strength of the pipe. The general working pressure of the domestic hose is between 1471 and 2943 X 104 Pa. The commonly used tube inner diameter is mostly 6-9 mm.
3) Spray gun
The spray gun used for high-pressure airless spraying requires high-pressure paint to enter and not leak, sensitive and light, convenient to connect, and free to rotate. Airless spray guns can be divided into long rod type, automatic type and conventional type. The airless spray gun used for steel drum spraying is generally conventional. The most important component of the airless spray gun is the nozzle. The quality of the nozzle directly affects the quality of the spray. There are hundreds of nozzle types in China; the nozzle models in foreign countries are subdivided into two types. Since the coatings used in our steel drum industry are basically synthetic resin enamels, enamels and baking varnishes, it is generally recommended to use a flow rate of 1.4-1.7 liters per minute; several standard nozzles with a width of 35-40 cm. In addition, it can also use a 180 degree self-cleaning nozzle, a 90 degree double nozzle, a fan nozzle and a slitting nozzle. The nozzle is blocked when the nozzle is blocked. If the nozzle is blocked, the blockage can be washed away by rotating 180 degrees. Then turn it over and continue spraying: the 90-degree compound nozzle has two nozzles with different apertures. You can select different spray widths by turning 90 degrees. These nozzles are commonly used in the steel drum industry as a "one" shaped flow nozzle, which is handy for spraying steel barrels, but it is more troublesome when spraying the bottom and cover. As the steel drum rotates, the center and the edge of the lid and the edge rotate at the same angular velocity, but the linear speeds vary greatly. Therefore, the bottom of the fixed spray gun of the "one" flow and the central portion of the cover are coated too much, while the edge In some cases, too little paint is applied to cause pockmarks. If you want to make up for the lack of the bottom and the edge of the cover, the paint in the center will be piled up.
The fan-shaped nozzle can solve the problem of the o-shaped flow nozzle when spraying the bottom and the cover of the steel drum. The fan-shaped nozzle has a flow rate of the paint liquid due to the fan angle of the spray flow cross section facing the center of the steel drum bottom and the cover. Less, and as the amount of paint ejected from the sector to the bottom is gradually increased, the uniform distribution of the paint on the bottom of the steel drum and the cover surface is solved. Of course, the fan nozzle angle and the scalloped The size is matched to the speed of the drum and the injection pressure.
Another common type of nozzle is the slitting nozzle, which is used for the split coating of multi-color barrels. The latter two nozzles are used in fixed spray guns where the steel drum is automatically rotated, and will not be described here.
3, painting method
1) Adjust the paint to a certain viscosity in the storage tank, connect the airless spray equipment, and insert the paint suction pipe into the storage tank.
2) Open the air valve and the paint valve to start the work. When the equipment is stable, you can start spraying. '
3) The running speed of the spray gun determines the coverage and film thickness of the paint on the surface of the steel drum. Therefore, the spray gun must be moved at different uniform speeds according to different film thickness requirements. It is best to spray a steel drum with a simple zigzag wet film. Measure the film thickness and start batch spraying in the case of a few hearts.
4) The cutting surface of the spray gun and the barrel of the steel drum should be kept perpendicular to the plane of the bottom and the cover. The vertical distance should be kept between 300 and 500 mm. If it is too close, the coating film will be corrugated and sag. Rough.
5) After spraying, be sure to use thinner to drive into the high pressure pump, then return to the dilution container from the spray gun, and cycle through several times until there is no residual paint in the spray system. Then, the residual diluent in the system is released, and then the various parts of the system are disassembled and stored separately.
In addition, there is an electric spray gun that is ideal for small factories that do not have an air compressor unit. It can be used as long as it is plugged in. It is also an airless spray gun, but its pressure is not very high. Since the steel drum industry is not used much, it will not be introduced.
GlazeKing Ceramics TechnologyCo.,Ltd. , https://www.maglazekingceramics.com